L’Officina Nazionale Armamento Fonderia (ONAF), storica fabbrica barese di manufatti in acciaio, rischiava di chiudere i battenti ma, dopo anni di crisi, nel 2016 l’azienda è stata rilevata dal Gruppo FS, attraverso la RFI, e trasformata in un’officina monoprodotto, specializzata nella produzione di cuori in acciaio fuso al manganese.
Oggi ONAF, dopo un piano di investimenti da 33 milioni di euro, ha aumentato il numero dei dipendenti, esattamente 116 persone, e produce circa 1700 cuori l’anno.
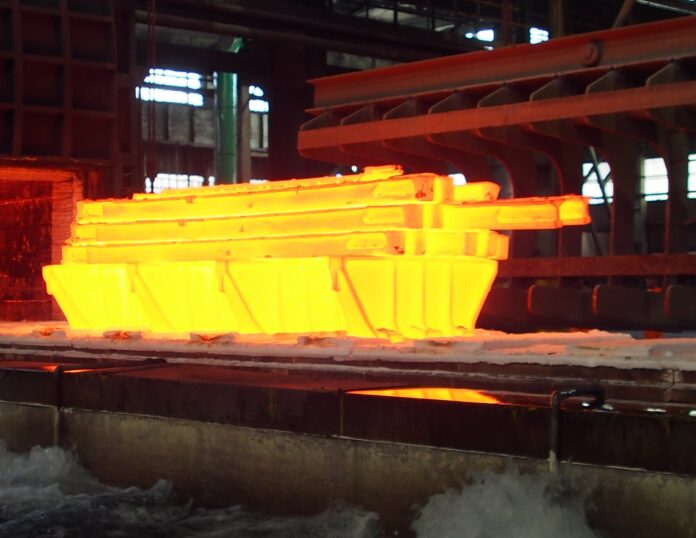
“ONAF produce cuori in acciaio ed è una fonderia di seconda fusione dove la materia prima utilizzata per produrre l’acciaio è il rottame ferroso che viene fuso in forni a 1600 gradi – racconta Massimo Del Prete, responsabile delle Officine Nazionali Infrastruttura -. Durante la fusione vengono aggiunte delle ferroleghe per conferire all’acciaio la composizione chimica richiesta per i cuori”.
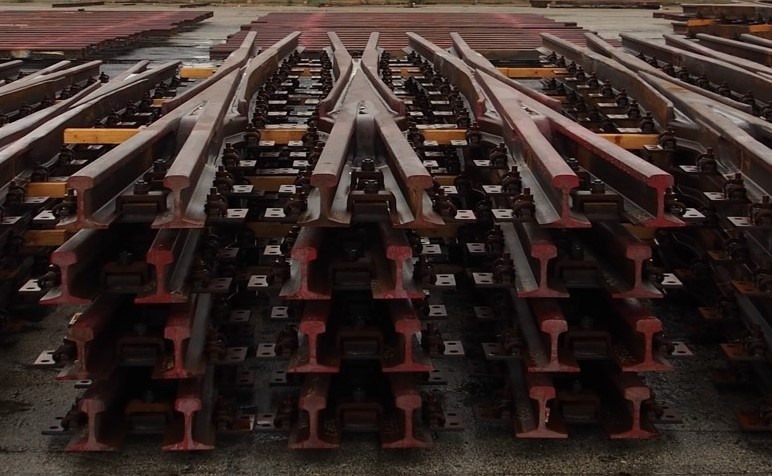
“Il cuore di acciaio fuso al manganese è una parte essenziale dello scambio. Quando un treno sta percorrendo un binario e ha necessità di spostarsi su un altro binario deve passare sopra uno scambio. Lo scambio è un apparecchio del binario costituito da diversi componenti, il cuore in acciaio fuso al manganese è uno di questi – spiega -. Per realizzare un cuore ci vogliono circa due mesi. Nasce da uno stampo in cui viene colato dell’acciaio liquido. Una volta raffreddato, il pezzo viene avviato alle lavorazioni successive. Si inizia dal trattamento termico che conferisce al cuore le caratteristiche adatte a garantire il passaggio in sicurezza dei treni per poi passare alla finitura che elimina i difetti e le porzioni di metallo legate al sistema di colata. Infine, il cuore è avviato alle lavorazioni meccaniche per conseguire la geometria richiesta. Il cuore viene sottoposto a controlli continui. Al termine delle operazioni di collaudo viene redatta una dichiarazione di conformità e il pezzo è pronto per la spedizione.”
“Ci sono cuori lunghi circa cinque metri e altri più lunghi come quelli prodotti a Bari che sfiorano i venti metri – continua Del Prete -. Esistono diverse tipologie di cuore: ad attacco diretto e indiretto, retti e curvi. Nell’officina di Bari ne produciamo sedici tipologie. Il numero dei pezzi ogni anno varia in base ai fabbisogni di Rete Ferroviaria Italiana a seconda delle esigenze della rete. I nostri prodotti servono l’intera rete nazionale e hanno una doppia destinazione: alcuni vengono spediti all’Officina Nazionale Armamento di Pontassieve (FI) dove vengono stoccati e assemblati con altri componenti per la realizzazione degli scambi, altri vengono inviati direttamente sui territori per le attività di manutenzione lungo linea”.
“L’Officina barese sta crescendo in termini di nuove assunzioni e di implementazione tecnologica con l’ammodernamento degli asset esistenti e l’acquisto di nuovi macchinari e attrezzature – conclude -. Si tratta di una realtà che si sta strutturando per rispondere a una domanda di cuori in acciaio fuso al manganese che auspichiamo possa essere sempre crescente”.